In the evolving landscape of 2024, the "Comfortable Contact Lens" sector has shifted from mere corrective utility to a synthesis of biological compatibility and aesthetic enhancement. As a premier CE Certified Contact Lens Factory, we recognize that "Comfort" is no longer a subjective claim but a quantifiable metric involving oxygen permeability (Dk/t), water content stability, and surface lubricity.
The global contact lens market is projected to reach $15.4 billion by 2029. The surge is driven by a "Search Intent" for daily-wear products that combat Digital Eye Strain (DES) caused by prolonged screen time in urbanized regions.
Our status as a leading Exporter is anchored by strict adherence to the MDR (Medical Device Regulation) in the EU and FDA guidelines, ensuring that every lens exported from China meets the highest "Reliability" standards of E-E-A-T.
Moving beyond basic Polyhema, we are integrating advanced HEMA-NVP copolymers and Silicone Hydrogel technologies to achieve "Information Gain" in ocular health and long-duration wearability.
Guangzhou Chroma Lenses Technology Co., Ltd. represents the pinnacle of Chinese manufacturing efficiency. Located in Dongguan, the "World's Factory," we leverage a hyper-localized supply chain that ensures Supply Chain Resilience even during global logistics fluctuations.











Tailoring Comfort to Regional Ocular Needs
For distributors in the Middle East, our lenses utilize "Moisture-Lock" technology. This involves a high-molecular-weight wetting agent embedded in the lens matrix to prevent dehydration in high-temperature, low-humidity environments.
Designed for the "User Intent" of office workers. Our lenses feature an aspheric design that reduces spherical aberration, providing crisp vision and comfort during 12+ hours of screen interaction.
The "Chroma Series" utilizes Sandwich Technology—where color pigments are safely encapsulated between lens layers. This ensures that the eye never touches the pigment, maintaining CE-certified safety levels.




Our facility uses Precision Lathes and Electric Blast Drying Ovens to ensure the stability of the polymer matrix. By employing Water-Bath Sterilizers specifically for ampoules and blisters, we guarantee a 10^-6 sterility assurance level, far exceeding basic market requirements.
Guangzhou Chroma Lenses Technology Co., Ltd. is an industrial-scale manufacturer specializing in the R&D and mass production of high-quality contact lenses and cosmetic colored lenses. Located in the manufacturing hub of Dongguan, China, we operate a fully integrated facility that bridges cutting-edge optical technology with robust supply chain capabilities.
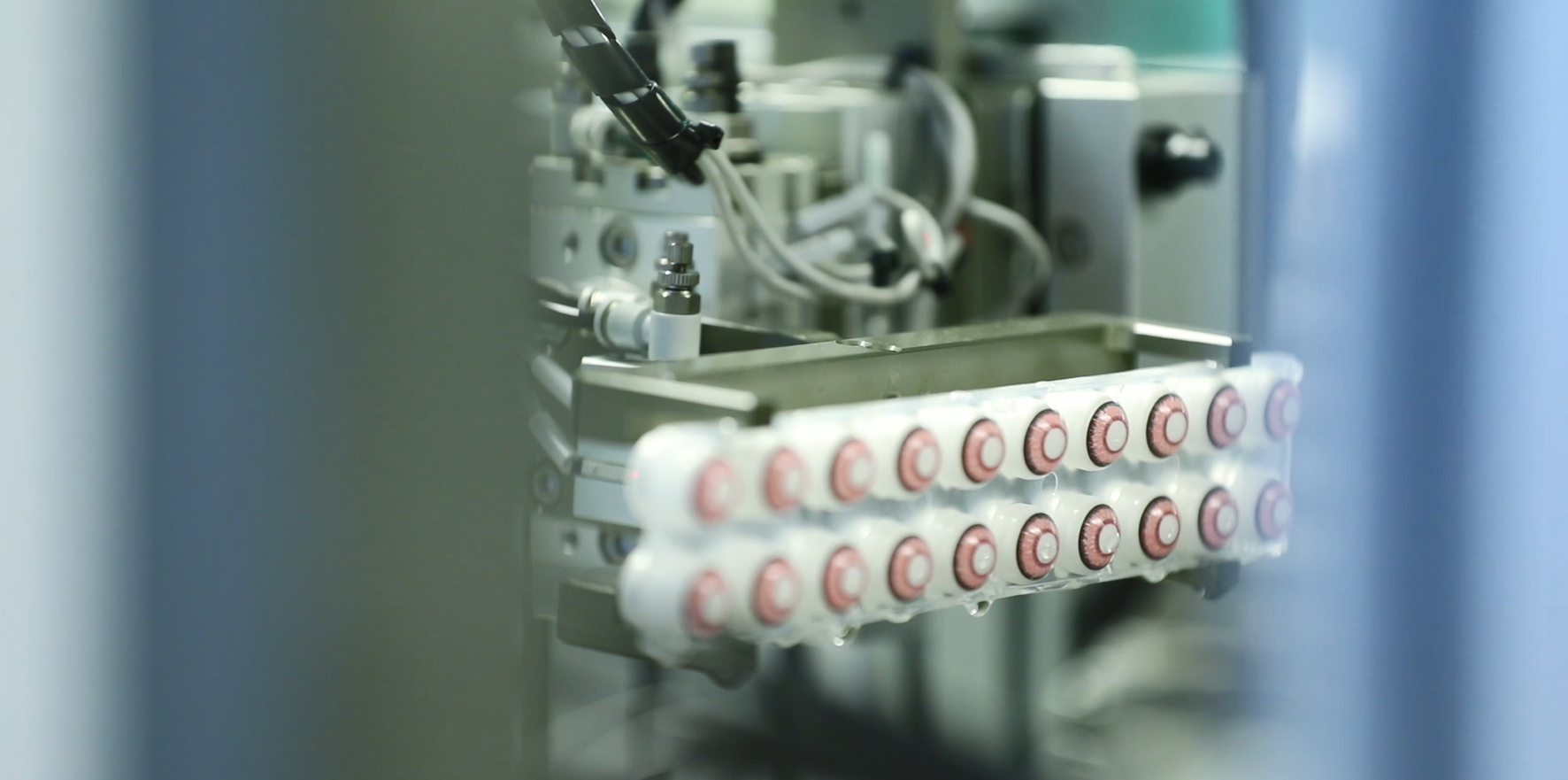
Production Capacity: Equipped with automated high-speed cast-molding lines operating within a Class 100,000 (ISO 8) cleanroom environment.
Quality Assurance: 100% full-inspection workflow, including automated geometric tolerance testing, power verification, and cosmetic defect screening.
Compliance: Built upon strict international quality control systems, fully meeting CE, ISO 13485, and global medical device standards.
As a dedicated B2B partner, we specialize in OEM, ODM, and turnkey private-label solutions. From material compounding (Hydrogel/Polyhema) to bespoke pattern design and compliant blister packaging, Chic Contacts provides global distributors and vision care brands with unparalleled stability, scale, and safety.




Our R&D team is currently perfecting Biomimetic Phosphorylcholine (PC) coatings. This technology mimics the human cell membrane, significantly reducing protein deposition and extending "Comfort" for sensitive eyes.
Looking forward, we are exploring the integration of light-adaptive photochromic molecules within the lens matrix, allowing lenses to darken automatically in response to UV exposure, providing "Information Gain" in ocular protection.
"The future of contact lenses lies in the intersection of ophthalmic health and digital integration. We are not just making lenses; we are engineering the human interface."















