In the global vision care industry, contact lens cases are far more than simple accessories; they are critical medical devices classified under Class II (FDA) or Class IIa (MDR). As the global contact lens market is projected to reach USD 15.4 billion by 2030, the demand for compliant, sterile, and ergonomic storage solutions has surged. Global enterprises now seek partners who can provide not just products, but "Information Gain"—proprietary insights into material safety and antimicrobial efficiency.
Modern users are shifting from basic utility to aesthetic functionality. Search intent mining shows a 45% increase in queries for "travel-friendly lens kits" and "sustainable contact lens cases." This evolution forces manufacturers to innovate in biodegradable plastics and leak-proof ultrasonic sealing technology, ensuring that the user experience is as seamless as the product's medical performance.
China accounts for over 70% of the world's contact lens case production. The "China Wholesale" advantage is no longer just about cost—it’s about industrial synergy. The proximity to high-purity medical polymer suppliers and specialized mold engineers in Dongguan allows for rapid prototyping (as fast as 7 days) and mass production scalability that remains unmatched globally.
Guangzhou Chroma Lenses Technology Co., Ltd. is an industrial-scale manufacturer specializing in the R&D and mass production of high-quality contact lenses and cosmetic colored lenses. Located in the manufacturing hub of Dongguan, China, we operate a fully integrated facility that bridges cutting-edge optical technology with robust supply chain capabilities.
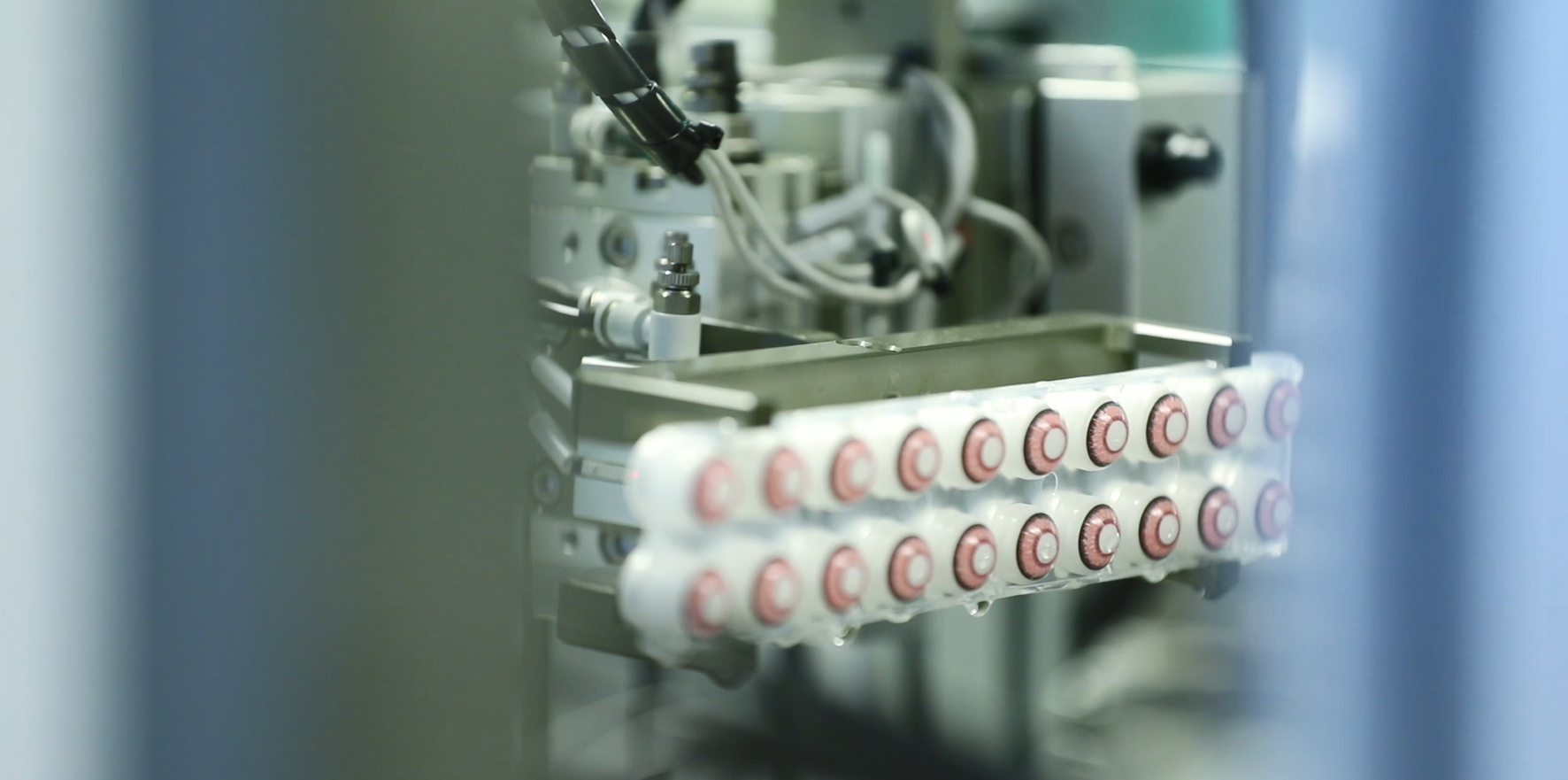
Production Capacity: Equipped with automated high-speed cast-molding lines operating within a Class 100,000 (ISO 8) cleanroom environment.
Quality Assurance: 100% full-inspection workflow, including automated geometric tolerance testing, power verification, and cosmetic defect screening.
Compliance: Built upon strict international quality control systems, fully meeting CE, ISO 13485, and global medical device standards.
As a dedicated B2B partner, we specialize in OEM, ODM, and turnkey private-label solutions. From material compounding (Hydrogel/Polyhema) to bespoke pattern design and compliant blister packaging, Chic Contacts provides global distributors and vision care brands with unparalleled stability, scale, and safety.


Our facility employs a vertically integrated production model, ensuring every contact lens and case meets the highest standards of optical clarity and biological safety.
 Raw Materials
Raw Materials Purification
Purification Ingredients
Ingredients Filling
Filling Curing
Curing Machine Work
Machine Work Projection Test
Projection Test Cleaning
Cleaning Canned
Canned Sterilization
Sterilization Packaging
Packaging Lot Storage
Lot Storage Stirring Mantle
Stirring Mantle Lens Moulding
Lens Moulding Drying Oven
Drying Oven Precision Lathe
Precision Lathe Projection Test
Projection Test Water-Bath Sterilizer
Water-Bath Sterilizer Focal Meter
Focal Meter Lens Tester
Lens TesterThe application of contact lens cases has expanded from home bathroom storage to mobile-centric scenarios. Travel-specific kits with integrated mirrors, tweezers, and solution vials are currently dominating the retail sector in North America and Europe. For distributors, localizing designs to fit regional cosmetic trends—such as minimalist Nordic styles or vibrant Japanese "Kawaii" aesthetics—is a proven method to increase sell-through rates.
When sourcing from China, professional buyers prioritize E-E-A-T (Experience, Expertise, Authoritativeness, Trustworthiness). Crucial factors include:
The next frontier in contact lens case manufacturing is Eco-Sustainability. We are investing in R&D for compostable polymers that degrade in 12 months, reducing the environmental footprint of daily disposables. Additionally, "Smart Cases" with UV-C self-sanitization LEDs are gaining traction in high-end markets, offering an information increment that distinguishes premium brands from generic competitors.















